COMPANY INSIGHT
Sponsored by Isometric Micro Molding, Inc
Isometric Micro Molding –
A Trusted Partner In Micro Injection Molding And Micro Automated Assemblies
I
sometric successfully manufactures components through extreme thin wall molding, tight tolerances, complex geometries, insert molding, overmolding, and 2-shot molding. Their highly specialized competencies in 3D micro printing, micro tooling, micro molding, micro automated assembly, and CT scanning provide their customers with complete in-house capabilities.
For over 30 years, Isometric Micro Molding, Inc., has been a strategic and trusted partner in micro injection molding and micro automated assemblies with vertically integrated micro manufacturing capabilities. Today they are the fastest growing medical-focused micro molder in North America, serving high precision medical and drug delivery markets including Cardiovascular, Diabetes, ENT, Microfluidics, Neurovascular, Ophthalmic, Orthopedic and Robotic Surgery.
Defining Micro Molding
When it comes to micro molding or micro injection molding, many think the process is simply injection molding for small, intricate parts. However, standard injection molding processes usually do not work when parts are smaller than a pellet of resin, have thin walls or micro features. Other factors come into play including mold design, expert mold fabrication, and the materials being used.
To put size into perspective, micro molding encompasses:
Parts that are a fraction of a pellet of resin in size
Parts that weigh fractions of a gram
Parts with a wall thickness ranging from 0.001 to 0.015” (25 to 375 microns)
Mold core diameters less than 0.0008" (20 micron)
Parts or sub-assemblies requiring 0.002" (50 micron) tolerances or less
High length-to-thickness (L:T) ratios or length-to-diameter (L:D) aspect ratios (currently up to 400:1)
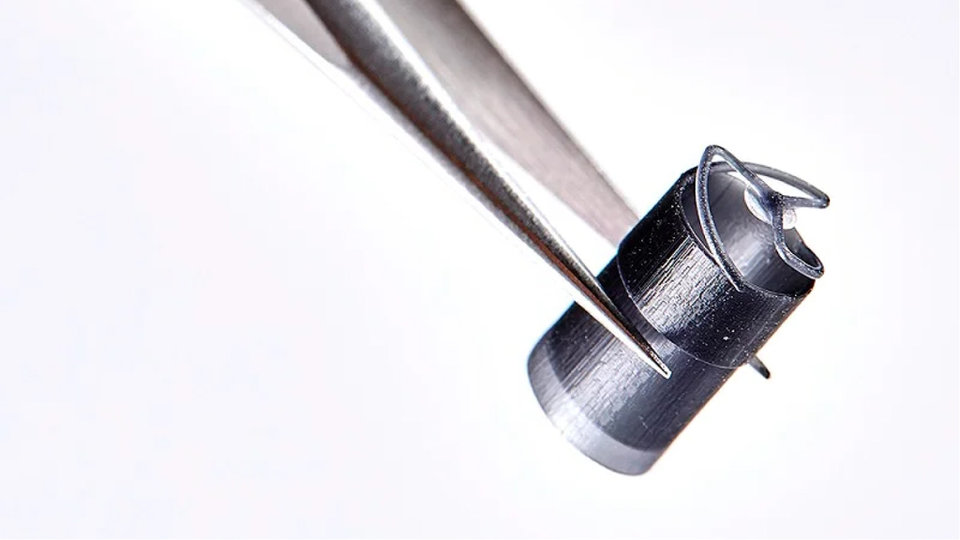
Larger parts up to 6" long that have micro features, thin walls, micro holes, complex geometry and/or tight tolerances
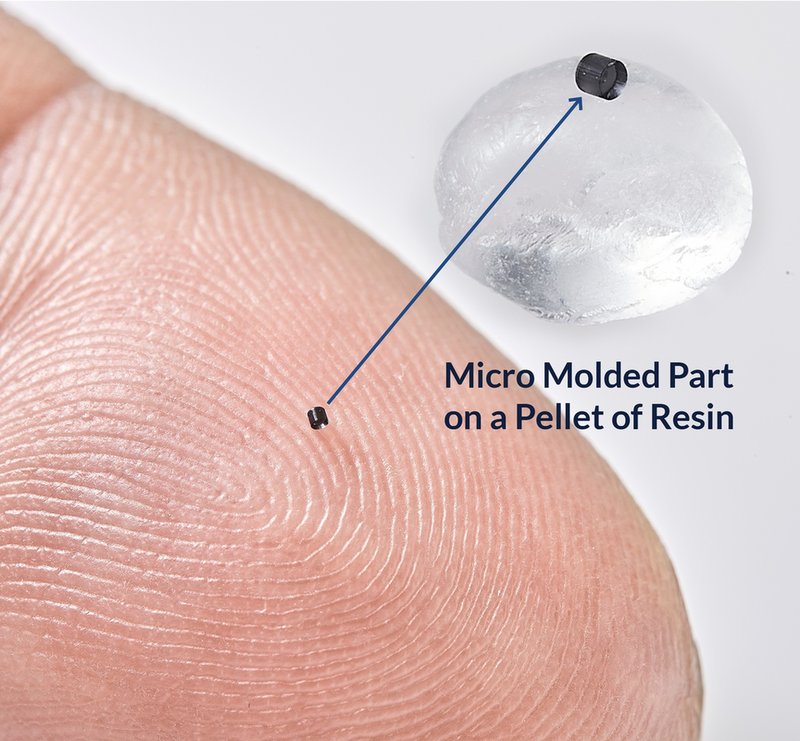
Micro molded parts smaller than a pellet of resin
The Need for Micro Molding
Today, the need for micro molding applications is rapidly increasing, in part due to advancements in technology and scientific research. With medical devices becoming less invasive, and portable and wearable health devices gaining popularity the need for small, highly precise components and parts has increased.
Micro molding can be used to manufacture parts for these devices meeting the need for fine features, thin walls, micro holes, tight tolerances, and scalability to high volume production.
Fundamental Processes for Micro Molding
The enabling factors for successful micro molding and micron tolerances are tooling, mold design, and mold fabrication. When high precision is needed, it’s vital to have industry-leading machining capabilities and experts who can manipulate fabrication to achieve sub-micron tooling capabilities. These precision tools are then processed side-by-side with the master tool builder and process engineers. Lastly, the molded components and/or automated sub-assemblies are combined with state-of-the-art metrology to create a capable, validated process.
In addition, it’s fundamental to have these processes in-house to ensure the integrity of the component, as well provide the highest-level accuracy and surface finish possible. It’s virtually impossible to outsource this skill set along with those needed for mold making. In fact, critical discussions regarding datum structure, from designing the mold to programming the CT scanner and automation, start with a solid mold design and a plan to achieve single-micron-tolerance components and assemblies.
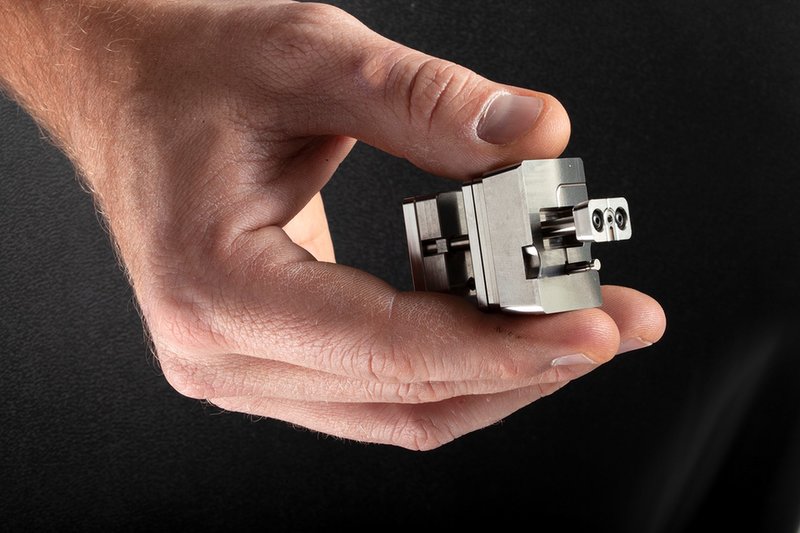
Mold used in micro molding
What materials are used in micro molding?
Micro molding has no limit to the materials and fillers that can be utilized with normal sized pellets.
Additives and fillers can be added to a material to change its properties and make it more desirable. For example, additives can make the material stronger, or more flexible and easier to shape, or prevent the plastic from breaking down. Fillers and additives include:
Active Pharmaceutical Ingredients (APIs) - low potency
Barium sulfate
Carbon fibers
Colorants
Glass fibers
Mineral
Nano particles
Radiopaque materials
Specific thermoplastic materials include but are not limited to:
API – Bioresorbable Active Pharmaceutical Ingredients
LCP - Liquid crystal polymer
LSR - Liquid silicone rubber
PC - Polycarbonate
POM - Polyoxymethylene
Pebax®
PEEK - Polyetheretherketone – Long-term implantable
PGA - Polyglycolic acid - bioresorbable
PLA - Polylactic acid - bioresorbable
PLG/PLGA - Poly Lactic-co-Glycolic Acid - bioresorbable
PLLA - Poly-l-Lactic Acid - bioresorbable
PMMA - Acrylic
PP - Polypropylene
TFE – Fluoropolymer
TPE - Thermoplastic elastomer
TPU - Thermoplastic polyurethane

Micro molded parts made of a variety of materials including PEEK, TPE, EFTE, PC and PP
From early design stages to high volume production, Isometric Micro Molding has the in-house capabilities and experience needed to successfully make micro manufacturing projects a reality. Isometric is certified as ISO 13485:2016. Their company-wide commitment to comply with, and maintain, the requirements of their quality management system supports their success. This is especially critical to the complex and precision projects they undertake with drug delivery and medical device customers.
Contact information
Isometric Micro Molding Inc.
240 Wisconsin Drive
New Richmond, WI 54017
Tel: +1 715 246 7005
Email:sales@isomicro.com
Website: www.isomicro.com